
Contents
Aluminum Extrusion Overview
Aluminum is one of those metals that have a broad range of applications. This metal is packed with tonnes of desirable properties. This is why it performs well in its areas of use.
Let’s say you are a manufacturer, and aluminum metal forms one of the key components of your product. There is a likelihood that you would like it to conform to a particular shape and dimension before it is used. This is where the concept of aluminum extrusion comes in.
What is an aluminum extrusion? What is its importance? Which are the best aluminum extrusion companies?
To get satisfactory answers to these questions, read on as we take you through this 2020 aluminum extrusion guide.
What Is Aluminum Extrusion?
Aluminum extrusion is a procedure by which aluminum alloy material is forced through a die with a particular cross-sectional profile.
Aluminum extrusion can be compared to squeezing toothpaste from a tube.
An incredible ram pushes the aluminum through the die, and it rises up out of the die opening.
At the point when it does, it turns out in a similar shape as the die and is extruded out along a runout table.
The pressure applied can be compared to the power you apply when squeezing a container of toothpaste with your fingers.
As you squeeze, the toothpaste rises in the shape of the cylinder’s opening.
The opening of the toothpaste tube basically serves a similar capacity as an extrusion die. Since the opening is a strong circle, the toothpaste will turn out as a long, reliable extrusion.
As you can see, aluminum extrusion is a delicate yet straightforward process. It is a process that should be handled by experts.
The best aluminum extrusion companies in China have the full capacity to handle the whole process to the utmost precision.
Brief History of Aluminum Extrusion
Thinking again into history, we needed to specify three of the designers that have made it feasible for us to have such a marvelous invention, Joseph Bramah, Thomas Burr, and Alexander Dick
In 1797 the extrusion procedure was protected by the designer Joseph Bramah. He utilized it to make lead pipes and furthermore hardware for making weapon stocks (Patent No. 2652). After pre-warming the metal, he utilized a hand-driven unclogger to compel it through a bite the dust.
In 1820, Thomas Burr developed the main water-driven fueled press, which assumed a significant job in the metal fabrication procedure.
In 1894 the cutting edge hot extrusion process was created by Alexander Dick. This procedure permitted non-ferrous composites to be expelled.
Materials that are ordinarily cold expelled include lead, tin, aluminum, copper, zirconium, titanium, molybdenum, beryllium, vanadium, niobium, and steel. It’s not astonishing that aluminum is the most regularly extruded metal, and it very well may be utilized with both hot and cold extrusion forms.
What is Aluminum Extrusion Process? Step-by-Step Guide

To make things easier. We have divided the aluminum extrusion process into different steps.
Step 1: Preparation of the extrusion die
In the first step, a round-formed die is machined from H13 steel. Or on the other hand, in the event that one is now accessible, it is pulled from a warehouse.
Prior to extrusion, the die must be preheated to between 450-500 degrees celsius to help amplify its life and guarantee even metal stream.
When the die has been preheated, it very well may be stacked into the extrusion press.
Step 2: Billet is preheated
In the following stage, a strong, tube-shaped square of aluminum combination, called a billet, is cut from a long log of alloy material.
It is preheated in a broiler, similar to this one, to between 400-500 degrees celsius.
This makes it moldable enough for the extrusion procedure, yet not the liquid or molten state.
Step 3: Billet is transferred to the extrusion
After the billet has been preheated, it is moved precisely to the extrusion press.
Before it is stacked onto the press, a lubricant (or any other alternative agent) is applied to it.
The release agent is additionally applied to the extrusion ram to keep the billet and slam from staying together.
Step 4: Billet is pushed into the container
At this stage, the malleable billet is stacked into the extrusion press, where hydraulic ram applies pressure.
As the ram exerts im pressure, the billet material is driven into the holder of the extrusion press.
The material increases in size to fill all the walls of the container.
Step 5: Extruded material exits through the die
As the alloy material fills the entire container, it is currently being squeezed to be against the extrusion die.
With ceaseless pressure being applied to it, the aluminum material has no place to go aside from out through the opening(s) in the die.
It rises up out of the die’s opening, looking like a complete profile.
Step 6: Extrusion is directed to the runout table
After emerging, the extrusion is grasped by a puller, which guides it along with the runout table at a speed that coordinates the exit process.
As it moves on the runout table, the profile is “extinguished” or consistently cooled by a water shower or by fans over the table.
Step 7: Extrusions are sheared
When an extrusion arrives at its full table length, it is sheared by a hot saw to isolate it from the extrusion procedure.
At each step, temperature assumes a significant job in maintaining the state of the extrusion.
In spite of the fact that the expulsion was extinguished subsequent to leaving the press, it has not yet completely cooled.
Step 8: Cooling the extrusion
After the shearing process, table-length extrusions are precisely moved from the runout table to a cooling table.
The profiles will stay there until they attain room temperature.
When they do, they should be stretched to the appropriate length.
Step 9: Extrusion stretched
Naturally, some form of bending must have happened in the profiles, and this should be revised.
To address this, they are moved to a stretcher.
Each profile is precisely held on the two finishes and pulled until it is completely straight and has been brought into particular.
Step 10: Extrusion moved to the finish
With the table-length extrusions now straight and completely work-solidified, they are moved to the saw table.
Here, they are sawed to pre-determined lengths. In most cases, they fall somewhere in the range of 8 and 21 feet in length. Now, the properties of the extrusions coordinate the T4 temper.
Once the sewing is over, they can be moved to a maturing stove to be matured to the T5 or T6 temper.
Aluminum Extrusion Finishes
After the aluminum extrusion process, it may not be ready for use. There are metal finishes that should be done on it so as to make it ready for use.
Some of the aluminum extrusion finishes include:
Heat Treatment
Aluminum alloys in 2000, 6000, and 7000 series can be heat treated to upgrade their definitive rigidity and yield pressure.
To accomplish these improvements, profiles are placed into ovens where their maturing procedure is quickened, and they attain the T5 or T6 tempers.
Surface finishing
Aluminum profiles can experience various surface finishing processes. You are also free to choose different finished aluminum extrusions.
Extrusions can be done and manufactured in different methods.
The two principle motivations to consider these is that they can improve the presence of the aluminum and can likewise upgrade its erosion properties. Improving the appearance of the aluminum can also be a reason for the surface finishing.
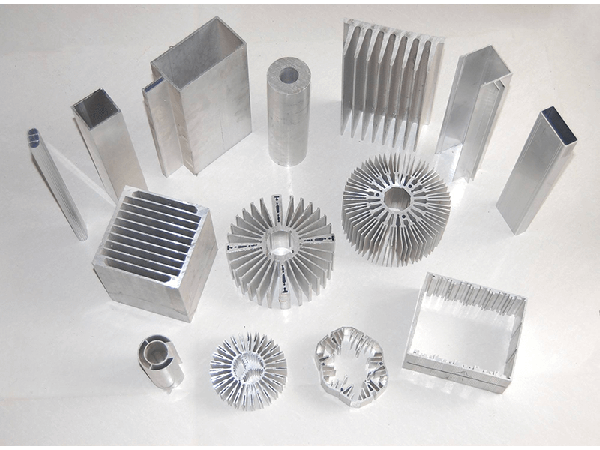
Fabrications
Fabrication finishing method permits you to accomplish the last measurements that you are searching for in your extrusions.
Profiles can be punched, penetrated, machined, cut, and so forth to coordinate your component specifications.
For instance, the blades on extruded aluminum heat sinks can be cross machined to make a pin design, or screw gaps can be bored into a structural piece.
As a manufacturer, you are free to choose whichever aluminum extrusion finishing that will perfectly suit your application.
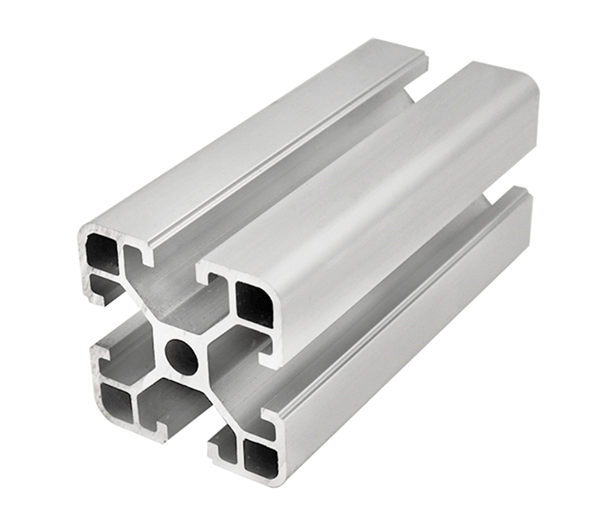
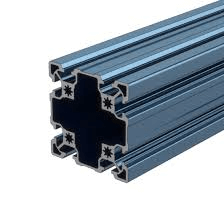
Aluminum Extrusion Profiles
First things first, what is an aluminum profile?
The aluminum profile is the cross-section area and shapes aluminum items through the aluminum extrusion process.
From crude material-aluminum ingot, after hot melting, get aluminum billets, and afterward, finish aluminum expulsion process through opening die the or level die, can get distinctive shape aluminum products.
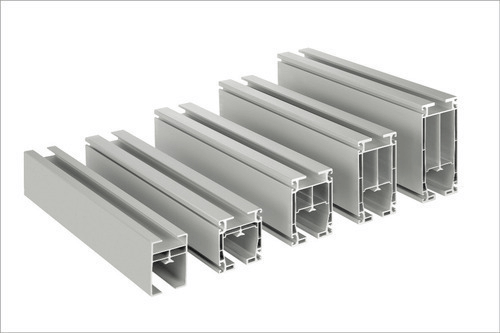
A wide scope of different profile types of Aluminum Extrusion Profiles can be fabricated which are having varying thicknesses. Such profiles are characterized by a wide scope of many-sided void spaces. This is done to coordinate the interest of the end-use application.
Numerous sorts of interior voids are presently made accessible so as to help the need and prerequisite of various kinds of automated applications. It additionally fulfills any kind of applications that are sensitive to performance and weight requirements.
In the event that you take a look at one of the most common types of aluminum profile empty beam profile, you will find that it’s basically only the variety of the square profile. Other common aluminum extrusion profile types include triangular, L-molded, and single sweep profile.
The uses of aluminum extrusion profiles should be possible across various modern industrial applications that incorporate automated movement applications utilized for process lines in different assembling units.
Custom Aluminum Extrusions

As we have seen, there are some common aluminum extrusion profiles that everyone seems to be going for. However, there are situations when you yearn for something different.
In case your application is somehow different from the regular ones, then you will have no other option but to get custom aluminum extrusions. They are perfectly suited to meet the specific needs of your application.
A custom die is structured and made with a cross-sectional profile that best suits your application. The material is formed as it is pushed through the molded opening in the die, taking on a similar profile as the die opening. Custom aluminum extrusions can be created with gaps and other unique features.
A significant advantage of this custom aluminum extrusion is that it can make complex structures that are uniform over the material length. Custom extrusions can be made with a wide assortment of aluminum grades and designed and delivered without any problem.
Custom aluminum extrusion services can only be done by the best aluminum extrusion companies in China. This is because they have tools and expertise to work on custom projects.
Factors that Determine the Aluminum Extrusion Process
Not all aluminum extrusion services are the same. There are some differences between one process to another. Apart from just the process, the cost of aluminum extrusion service can also vary.
So, what is the cause of all these differences? There are several factors that affect the whole aluminum extrusion process.
The shape of the aluminum extrusion is usually considered to be the main determining factor. Complex shapes are likely to take a longer time to be processed. The cost of aluminum extrusion for such shapes is also likely to be high.
The aluminum alloy temperature and pressure can also affect the speed of the extrusion. The favored billet temperature is what gives the adequate surface and resilience conditions and, simultaneously, permits the shortest conceivable cycle duration.
The perfect is billet extrusion at the most reduced temperature, which the procedure will allow.
Roche Industry: Aluminum Extrusion Manufacturers Services in China
Does your company have an ongoing project that requires aluminum extrusion services? Let us solve this problem for you. We are fully-serviced aluminum extrusion manufacturers in China.
Our experience in this is unrivaled as we have been providing aluminum extrusions for many years. We use our expertise to ensure that our customers get better results for all the aluminum extrusions.
Apart from experience, we are also equipped with the right aluminum extrusion machines. They ensure that all our extrusions are accurate and meet the requirements.
Our aluminum extrusion experts have the right skills and experience to handle any task no matter how complex it may be.
Rocheindustry specializes in high quality rapid prototyping, rapid low-volume manufacturing and high-volume production. The services of rapid prototype we providing are professional Engineering, CNC Machining including CNC Milling and Turning, Sheet Metal Fabrication or Sheet Metal Prototyping, Die casting, metal stamping, Vacuum Casting, 3D printing, SLA, Plastic and Aluminum Extrusion Prototyping, Rapid Tooling, Rapid Injection Moulding, Surface Treatment finish services and other rapid prototyping China services please contact us now.