
Contents
Overview of Electrical Discharge Machining
Electrical discharge machining is a procedure you’ve likely seen or even experienced. It can make parts that have optimum levels of tolerance and resistance.
Electrical discharge machining (EDM) has, for quite some time, been the response for high accuracy and demanding machining applications where regular metal machining is troublesome or unimaginable.
At the point when conventional machining techniques arrive at their cutoff limit, electric discharge machining can be the appropriate answer. The EDM procedure takes into consideration high precision and is easily applicable to any conductive material.
What is Electrical Discharge Machining -Definition
Electrical discharge machining (EDM), which is also known as spark machining, spark dissolving, kick the bucket sinking, wire copying, or wire disintegration, is an assembling procedure whereby an ideal shape is acquired by utilizing electrical discharges (sparks).
In simple terms, this is a manufacturing process of removing material from a conductive material by using electrodes. The electrode will definitely leave negative imprints on the original material.
Material is expelled from the workpiece by a progression of quickly repeating flow discharges(currents) between two electrodes, isolated by a dielectric fluid and subject to an electric voltage.
One of the electrodes is known as the tool-electrode, or just the “tool” or “electrode,” while the other is known as the workpiece-electrode, or “workpiece.” The procedure relies on the tool and workpiece not touching each other.
How Electrical Discharge Machining Work?
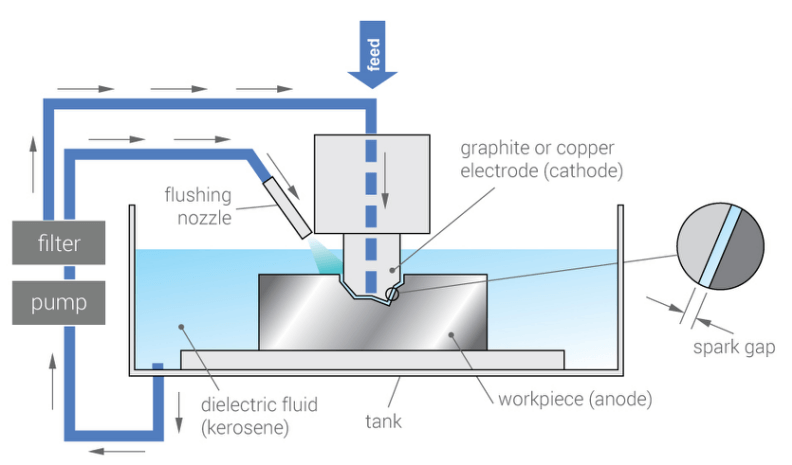
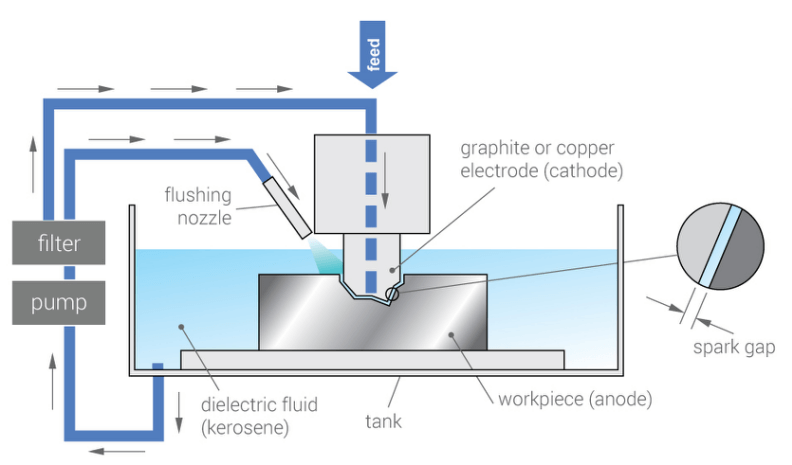
image source engineeringclicks
The working principle guideline behind electrical discharge machining is the ability of controlled electric sparks to disintegrate material. The workpiece and electrode don’t contact during this process.
In the middle of is a gap that is generally as thick as a human hair. The measure of evacuated material with a solitary spark is little, yet the discharge happens approximately a few 100,000 times each second.
At the point when the voltage between the two electrodes is increased, the power of the electric field in the volume between the electrodes gets more noteworthy than the power of the dielectric (in any event in certain spots). This will permit current to stream between the two electrodes.
This marvel is equivalent to the breakdown of a capacitor (condenser) (see breakdown voltage additionally). Thus, the material is expelled from the electrodes.
When the current stops (or is quit, depending on the operation of the generator), the new fluid dielectric is generally passed on into the between electrode volume. This activates the strong particles or debris to be diverted and the insulating properties of the dielectric to be restored.
Including new fluid dielectric in the between the electrode, the volume is generally alluded to as “flushing.” Also, after a current flow, the distinction of potential between the electrodes is reestablished to what it was before the breakdown. This paves the way for the new breakdown of the dielectric.
Video of how electrical discharge machining works
Types of Electrical Discharge Machining

There are three main types of EDM. These are;
- Die Sinker or “Ram” EDM
- Wire or “Cheese Cutter” EDM
- Hole Drilling or “Hole Popper” EDM
It is vital to note that all these three types operate by the principle of erosion that is caused by electrical discharge.
To give you a better understanding, let’s look at each type of electrical discharge machining that is offered in China.
1. Dies Sinker/ Ram EDM
Sinker EDM, which is also called ram EDM, cavity type EDM, or volume EDM, comprises an electrode and workpiece submerged in a protecting fluid, for example, more normally, oil or, less every now and again, other dielectric liquids.
The electrode and workpiece are directly connected to a reliable power supply. The power supply creates an electrical potential between the two sections. As the electrode moves toward the workpiece, the dielectric breakdown happens in the liquid, framing a plasma channel, and a little spark bounces.
These sparks as a rule strike one at a time, because it is improbable that various areas in the between electrode space have the same electrical characteristics which would cause a spark to strike at the same time in every such area.
These sparks occur in large numbers at apparently irregular areas between the electrode and the workpiece. As the base metal erodes and the spark gap in this increases, the electrode is brought down automatically by the machine with the goal that the procedure can proceed with continuous.
A few hundred thousand sparks happen every second, with the actual duty cycle is determined by the arrangement parameters. These controlling cycles are, in some cases, known as “on time” and “off-time.”
2. Wire EDM
In wire electrical discharge machining (WEDM), otherwise called wire-cut EDM and wire cutting, a slight single-strand metal wire, normally metal, is passed through the workpiece, submerged in a tank of dielectric liquid, ordinarily deionized water.
Wire-slice EDM is commonly used to cut plates as thick as 300mm and to make punches, tools, and dies hard metals that are hard to machine with different CNC methods.
The wire, which is continually taken care of from a spool, is held among upper and lower diamonds, which is focused on a water head.
The main limitation with the wire EDM is it may not pass through the entire material.
3. Hole EDM
Hole drilling EDM was intended for creating quick, precise, little, and profound openings. It is theoretically much the same as sinker EDM; however, the electrode is a turning tube passing on a pressurized stream of dielectric liquid.
It can make a one-inch hole within one minute. This is a decent method to machine openings in materials unreasonably hard for twist-drill machining.
This EDM drilling method is mostly utilized to a great extent in the aerospace industry for creating cooling openings into blades and other components of an aircraft.
It is also used to penetrate openings in modern gas turbine blades, in molds, dies, and even on the bearings.
In any circumstance, the best electrical discharge machining companies will always be in a position to decide which method will work well for your material.
What are the Electrical discharge Materials
Probably you are wondering whether your materials can be machined through EDM. As we have already mentioned, electrical; discharge machining can be used on any material that has electrical conductivity.
This directly means that most metals can be machined through EDM regardless of their hardness. Such metals include aluminium, brass, titanium steel, and all their respective alloys.
However, some conductive materials still prove to be unsuitable for EDM processing. Such materials include carbon fiber and silicon. The adhesives that have been used in these materials are non-conductive; hence they end up affecting the whole EDC processing.
Applications of Electrical discharge Machining
Since EDM processing is executed in many different ways, we can confidently state that it has a wide range of applications. Here are some of the distinct applications of the electrical discharge machining;
Prototype creation and 3D printing
The EDM procedure is most generally utilized by the mold making, instrument, and die industries for making prototypes of solid products.
However, it is turning into a typical strategy for making model and creation parts, particularly in the aerospace, automobile, and electronics industries in which the production capacities are generally low.
In sinker EDM, a graphite, copper tungsten, or unadulterated copper electrode is machined into the ideal (negative) shape and took care of into the workpiece on the finish of a vertical slam.
EDM for drilling small holes
On wire-cut EDM machines, small hole drilling EDM is used to make a through-hole in a workpiece through which to string the wire for the wire-cut EDM processing.
A different EDM head explicitly for little gap boring is mounted on a wire-cut machine and permits enormous solidified plates to have completed parts dissolved from them varying and without pre-boring.
Small hole EDM is utilized to bore columns of holes into the main and trailing edges of turbine blades utilized in aircraft engines. Gas move through these little holes permits the motors to utilize higher temperatures than in any case conceivable.
The high-temperature, exceptionally hard compounds used in these blades makes it difficult to make the holes through the traditional machining.
Small hole EDM is likewise used to make minuscule holes for fuel framework parts, spinnerets for engineered strands, for example, rayon, and different applications.
Coins jewelry and badges
For the creation of dies for the production of badges and jewelry, or blanking and penetrating (through the utilization of pancake die) by the coinage (stamping) process.
The positive master workpiece might be produced using sterling silver, since (with suitable machine settings) the master is altogether dissolved and is utilized just a single time.
The resultant negative die is then solidified and utilized in a drop sled to create stepped pads from pattern sheet spaces of bronze, silver, or low confirmation gold compound.
When it comes to the badges, these pads might be additionally formed to a bent surface by another die. This kind of EDM is generally performed submerged in an oil-based dielectric.
The completed product might be additionally refined by hard (glass) or delicate (paint) enameling, or electroplated with unadulterated gold or nickel. Milder materials, for example, silver, might be hand engraved as a refinement.
Machine disintegration process
The ability to cut and drill through materials makes this technique ideal for disintegrating various tools. It can be used for removing broken tools such as drill bits, bolts among other parts.
Achieving the same goal using other tools can be quite a hectic process.
Advantages and Disadvantages of Electrical discharge Machining
Just before you make a decision to seek the EDM services in China, it is critical that you know the advantages and disadvantages of the process.
Advantages
Ideal for complex shapes: Cutting and drilling complex shapes can be a herculean task if you are using other methods. Electrical discharge machining can easily work on those irregularly shaped products and items.
Can work on hard materials: EDM can penetrate the hardest metals that other metals won’t.
Very accurate: The method is capable can focus on a desired section of the material and leaves other parts unaffected.
Time-saving: The method is able to execute its functions within a very short time. Its performance can be accelerated by using more electric current.
It can produce good surface finishing, so you may not need to invoke additional post-processing methods.
Can attain the finest and smallest holes
There is no direct contact between the tool and the workpiece; hence no work marks or rough patches will appear on the product.
Disadvantages
Difficult to find expert EDM machinists; Since the process is quite delicate, finding experts to do the job can be quite a task. The Only solution will be to use electrical discharge machining companies that provide this service.
The high cost of the machines; We cannot deny the fact that electrical discharge machining equipment is very expensive. Maintaining the machine can also be expensive. You can evade the cost by using the services of electrical discharge machining manufacturers in China.
Sometimes excess overcut can be generated during the cutting process.
Choosing the Best EDM Companies-Quality EDM Services in China
Are you looking for reliable electrical discharge machining companies in China? Then you are in the right place. We at Roche Industry offer all the main types of EDM machining services in China.
We use state-of-art EDM machining equipment to execute our services. This is backed up by our electrical discharge machining experts who are good at what they do.
In case you want your metals to be taken through a complete EDM processing, proceed to contact us. We will do all that it takes to deliver the best.
Rocheindustry specializes in high quality rapid prototyping, rapid low-volume manufacturing and high-volume production. The services of rapid prototype we providing are professional Engineering, CNC Machining including CNC Milling and Turning, Sheet Metal Fabrication or Sheet Metal Prototyping, Die casting, metal stamping, Vacuum Casting, 3D printing, SLA, Plastic and Aluminum Extrusion Prototyping, Rapid Tooling, Rapid Injection Moulding, Surface Treatment finish services and other rapid prototyping China services please contact us now.