
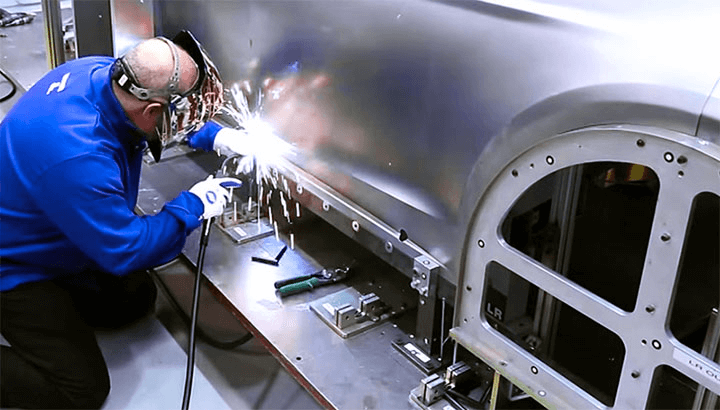
Welding is an essential aspect that involves joining pieces of metals to produce to achieve a particular design. Several welding techniques are available, depending on the welder. The most common are:
- Gas Tungsten Arc Welding (GTAW)
- Gas Metal Arc Welding (GMAW) or TIG
- Oxyfuel gas Welding (OFW)
For those companies that require huge tasks that involve multi-points welds, they can use laser welding. The method will make use of the robots, which will weld at a high speed of 3.8 m per minute.
You can also employ other methods which are suitable for particular metals. Such designs may be to create unique components for aircraft or some electronics. Putting such in mind, you can comfortably use ultrasonic, plasma, or electron beam welding.
Contents
1. Gas Metal Arc Welding
It is a popular method commonly known as Metal Inert Gas (MIG). It creates an arc between the sheet metal and a consumable electrode (continued wire filler metal). There is a shielding gas that will offer protection to the arc and the molten metal from the atmosphere.
As a standard, the filler metal should not be thicker than the base metal. Precisely, the standard wire should be between 0.23 -0.24 inches for the light gauge sheet metal. You can also use a 0.030-inch wire if the material is 18 gauge with considerable thickness.
It is critical to perform your work using a higher argon based shielding gas. A proper ratio of argon to carbon dioxide should be 3:1. For that reason, argon produces less heat than carbon dioxide. You can use ER30L wire when welding 304 stainless steel since the two are compatible.
Some of the metals that will readily accept this welding method are:
- Low steel alloys
- Stainless steel
- Carbon steels
- Magnesium alloys
- 3000 series of aluminum alloys
- Copper alloys
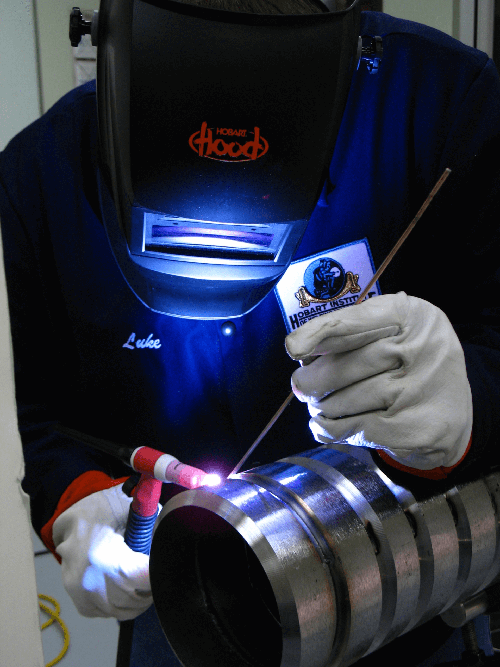
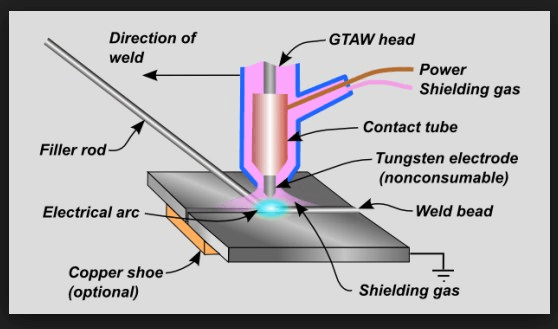
2. Gas tungsten arc welding
One can also refer to this metal as tungsten inert gas (TIG). The method will produce an arc between the sheet metal workpieces and the non-consumable tungsten electrode. The role of inert gas is to shield the work and the arc.
The TIG method will produce top-quality welds since it lacks a weld spatter. You can use it to join most of the metal alloys. You can use 1/16 inch tungsten to on sheet metal of 0.20 to 0.40 diameters.
For steel sheet metal, use ER70S-2 filler metal. Also, the filler metal should be thinner than the base metal. The arrangement will prevent the overheating of the base metal before any joining happens.
As you work, you can make all your welds in any position. Unfortunately, this method is much slower than MIG.
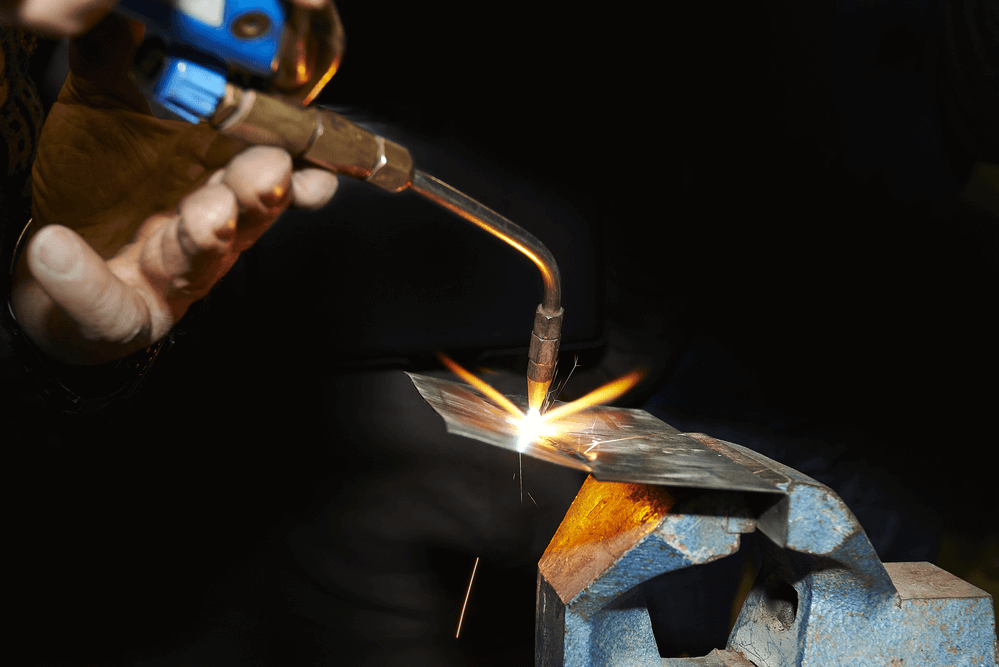
3. Oxyfuel Gas Welding
You can use this technique to perform any welding task. It uses acetylene gas and oxygen. The welding rod will supply the filler metal. Unluckily, many users are abandoning this method since it is slow and costly. Also, as a user, you will experience some heat distortion while operating this method.
Techniques for Welding Sheet Metal
It is possible to avoid warping and burn-through if you weave the torch. If the arc is more, its heat level rises. It is an excellent practice to travel fast within a straight line. You can still prevent the burn-through by using a push technique of that particular MIG gun.
- Skip Welding: Do you know that uneven heat distribution will result in warping and distortion? As a result, it becomes challenging for the parts that were to fit together to adhere correctly. You can reduce any warping if you evenly distribute heat. Sip welding technique is a powerful method that involves making a series of stitches.
- Fit up and Joint Design: If you are welding thin sheets of metal, it will require tight fit-up. It will help if you redesign those joints that can tolerate more heat. You can also use a plug weld in the spaces that will not need a solid weld bead.
- Backing Bars: One can dissipate heat quicker than any known technique like atmospheric cooling. You can succeed by placing the heat-affected zone on a chill bar. Alternatively, use a metal bar like aluminum, which is excellent at dissipating heat as you clamp it to the back of the welding material.
Weldable Materials
Both TIG and MIG processes can weld nonferrous and ferrous metals. If you want to weld dissimilar materials, you can practically use the TIG process. For example, TIG allows the joining of carbon steel to copper alloys.
Caution is necessary when welding dissimilar materials. It is because some metals have different expansion, corrosion resistance, and conductivity levels. It would be best if you also focused your attention on the electrode composition.
Some of the metals that will not yield cosmetically acceptable weld are Zinc, tin, lead, and cadmium. Also, as you weld them, they usually produce harmful gases. You can apply a coating to improve the looks at additional costs.
Finishing Considerations
As you complete any welding, it is vital to put in mind practical finishing effects. You can begin by locating the welded spots for a possible grinding. It is also important to avoid grinding on corners or the interior surfaces. The main reason behind such actions is that it may need a piece of specialized equipment and is also costly.
The electrocuted parts should have a proper design to reduce overlapping seams. For one to have a good welding design, you can consult with the metal supplier during the development of the products.
Final Thoughts
Welding is a crucial process when dealing with sheet metal parts. It is a process that can convert the sheet metal into useable items. Some of the items that come as a result of welding can be some electronic components.
While working with sheets of metals, it is essential to know their metal characteristics. Such knowledge will help you overcome any errors and eventually maximize those metals to produce desirable work.
You can become a successful welder if you carefully follow the tips and guidelines in this write-up. They are tested and approved techniques that can put a smile on your face.
Rocheindustry specializes in high quality rapid prototyping, rapid low-volume manufacturing and high-volume production. The services of rapid prototype we providing are professional Engineering, CNC Machining including CNC Milling and Turning, Sheet Metal Fabrication or Sheet Metal Prototyping, Die casting, metal stamping, Vacuum Casting, 3D printing, SLA, Plastic and Aluminum Extrusion Prototyping, Rapid Tooling, Rapid Injection Moulding, Surface Treatment finish services and other rapid prototyping China services please contact us now.
Related source links:
Everything You Should Know About Aluminum Sheet Metal